1. Introduction to HP-RTM process
HP-RTM (High Pressure Resin Transfer Molding) is the abbreviation of high-pressure resin transfer molding process. It is an advanced molding technology that uses high-pressure pressure to mix and inject resin into a vacuum-sealed mold pre-laid with fiber reinforced materials and pre-set inserts. The resin flows through the mold filling, impregnation, curing and demoulding. , to obtain the molding process of high-performance and high-precision composite products. It has the advantages of high efficiency, energy saving, and environmental protection, and has been widely used in automobiles, aerospace, electronics and other fields.
The process is shown in Figure 1:
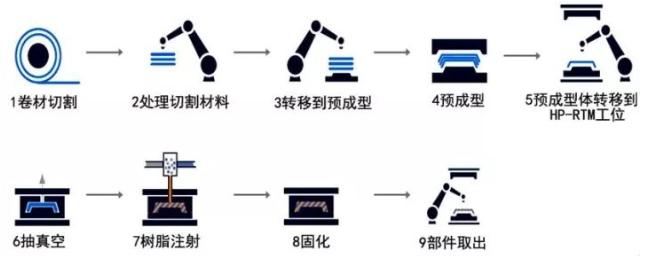
Figure 1 Schematic diagram of HP-PTM process principle
2. HP-RTM process characteristics
HP-RTM includes preform processing, resin injection, pressing process and trimming process. Compared with the traditional RTM process, the HP-RTM process increases the post-injection pressing process, reduces the difficulty of resin injection and filling, improves the impregnation quality of preforms, and shortens the molding cycle. The specific process characteristics are as follows:
(1) Fast mold filling. The resin quickly fills the mold cavity, has good infiltration effect, significantly reduces bubbles and porosity, and the low-viscosity resin greatly increases the injection speed of the resin and shortens the molding process cycle.
(2) Highly active resin. The resin curing reaction rate is increased and the curing cycle of the resin is shortened. It adopts a high-activity fast-curing resin system and adopts high-efficiency high-pressure mixing and injection equipment to achieve better mixing uniformity of the resin matrix. At the same time, a high-temperature environment is required during molding, which greatly improves the curing reaction rate of the resin, shortens the production cycle, and stabilizes the process. High stability and repeatability,
(3) Use internal release agent and self-cleaning system to improve the cleaning efficiency of the equipment. The self-cleaning technology of the injection mixing head is used, and an internal release agent component is added to the raw material to effectively improve the cleaning efficiency of the equipment. At the same time, the surface effect of the product is excellent, and the thickness and shape deviation are small. Achieve low-cost, short-cycle (large-volume), high-quality production.
(4) Use in-mold rapid vacuum technology. The pore content in the parts is reduced and the performance of the parts is improved. It effectively reduces the pore content in the product, improves the fiber impregnation efficiency, improves the interface bonding ability between fiber and resin, and improves the quality of the product.
(5) Combining vacuuming with the compression molding process after injection. The process difficulty of the parts is reduced and the quality of the resin-impregnated reinforced materials is improved. It reduces the difficulty of designing the glue injection port and exhaust port of the RTM process, improves the flow filling capacity of the resin, and the impregnation quality of the fiber by the resin.
(6) Use double rigid surfaces to close the mold, and use a large-tonnage hydraulic press for pressurization. The product has low deviations in thickness and three-dimensional shape. In order to ensure the sealing effect of the mold, double rigid surfaces are used to close the mold, and a large-tonnage hydraulic press is used for pressurization, which increases the clamping force during the molding process and effectively reduces the thickness and shape deviation of the parts.
(7) The product has excellent surface properties and quality. Using in-mold spraying technology and high-gloss molds, the parts can obtain high-precision apparent quality in a very short time.
(8) It has high process stability and repeatability. The use of gap injection and post-injection compression technology greatly improves the mold filling flow capacity of the resin, effectively reduces the probability of process defects, and has high process repeatability.
3. Key process technologies
(1) Pre-forming technology of fiber reinforced materials
Fiber preforming technology mainly includes: textile, knitting and braiding preforms; stitching preforms; chopped fiber injection preforms; hot pressing preforms, etc. Among them, hot pressing shaping technology is the most widely used. In this technology, shaping agent is the basic guarantee, and fiber preforming mold and pressing technology are the key to fiber shaping. For the HP-RTM process, the part structure is relatively simple, so the shaping mold is also relatively simple. The key lies in how to control the shaping mold and pressurizing tooling to effectively and orderly pressurize and shape through design and control procedures.
(2) High-precision resin metering, mixing and injection technology
The mixing and injection of HP-RTM process resin mainly includes two systems: resin main material and in-mold spray resin. The key to its control lies in high-precision resin metering system, rapid and uniform mixing technology and mixing equipment self-cleaning technology. The HP-RTM process resin main material needs to be accurately measured under high temperature and high pressure, which requires high-precision metering pump equipment. Uniform mixing and self-cleaning of the resin requires the design of an efficient, self-cleaning, multiple mixing head.
(3) Molding mold temperature field uniformity and sealing design
During the HP-RTM process, the uniformity of the temperature field of the molding mold not only determines and affects the flow and filling performance of the resin in the mold cavity, but also has a great impact on the fiber infiltration performance, the overall performance of the composite material, and the internal stress of the product. . Therefore, it is necessary to use medium heating combined with efficient and reasonable circulation oil circuit design. The sealing performance of the mold directly determines the resin flow and mold filling characteristics, as well as the evacuation ability of the molding process. It is a key link that affects the performance of the product. It is necessary to design the position, method and quantity of sealing rings according to the product. At the same time, it is necessary to solve the sealing problems in the mold fitting gap, ejection system, vacuum system and other positions to ensure that there is no air leakage during the resin filling process to ensure the performance of the part.
(4) High-precision hydraulic press and its control technology
In the HP-RTM process, the mold closing gap control in the resin filling process and the pressure control in the pressing process all require the guarantee of an efficient and high-precision hydraulic press system. At the same time, timely control technology needs to be provided according to the needs of the glue injection process and pressing process to ensure the continuity of the molding process.
 English
English
 ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



